Филамент PETG: обзор, пошаговые настройки,возникшие проблемы и их решение
Материал предоставлен компанией RUSABS
Что может быть лучше PLA и ABS?
Какой пластик более долговечный?
Выдерживает более высокие температуры, чем PLA?
Существует что-то,что печатается легче, чем ABS?
Если Вы задаете себе такие вопросы, то филамент PETG мог бы стать вашим фаворитом. С момента своего появления этот пластик активно набирает популярность. Давайте же посмотрим, что это такое и почему его следует использовать?
Что такое филамент PETG?
PETG – это износостойкий сополиэфир (комбинация). PET означает полиэтилентерефталат (вспомните о пластиковых бутылках), а G говорит о том, что он модифицирован гликолем для большей долговечности.
Если коротко, то это действительно прочный материал, исключительно крепкий и без запаха при печати. Стоит только выставить правильные настройки, и печать пойдет как по маслу. Вот несколько основных преимуществ печати этим материалом и самые главные характеристики филамента PETG:
- PETG очень прочный. Но в тоже время царапается легче, чем ABS, который тверже.
- Менее гибкий, чем PLA или ABS, но в тоже время более мягкий. Вам придется приложить немало усилий, чтобы разломить пополам выполненный из него образец. В том случае если вам нужно что-то неломающееся, или вы печатаете какой-либо корпус, то PETG победит почти всех (кроме Nylon 12).
- Он почти не сжимается, поэтому не перекашивается. Идеален для крупных распечаток.
- Из пластика PETG получаются великолепные опорные структуры, так как он хорошо прилипает. Вследствие чего сцепление между слоями просто фантастическое, так что распечатки получаются долговечными.
- Стоит обратить внимание, что пластик прилипает и к рабочему столу, так что осторожно снимайте его после печати.
- Этот пластик химически очень стоек, не боится щелочей, кислот, воды.
- Не пахнет при печати
Обычно филамент PETG предлагается в широком ассортименте полупрозрачных цветов, а напечатанные фигуры имеют блеск. Поэтому данный материал идеален для печати всего того, что не должно разбиться и должно быть прозрачным. Многие из тех, кто сначала пробовал PLA, а затем ABS, приходят к PETG.
Едва ли вас заинтересует стандартный филамент PET, потому что повсеместно доступны более прочные гликоль-модифицированные варианты.
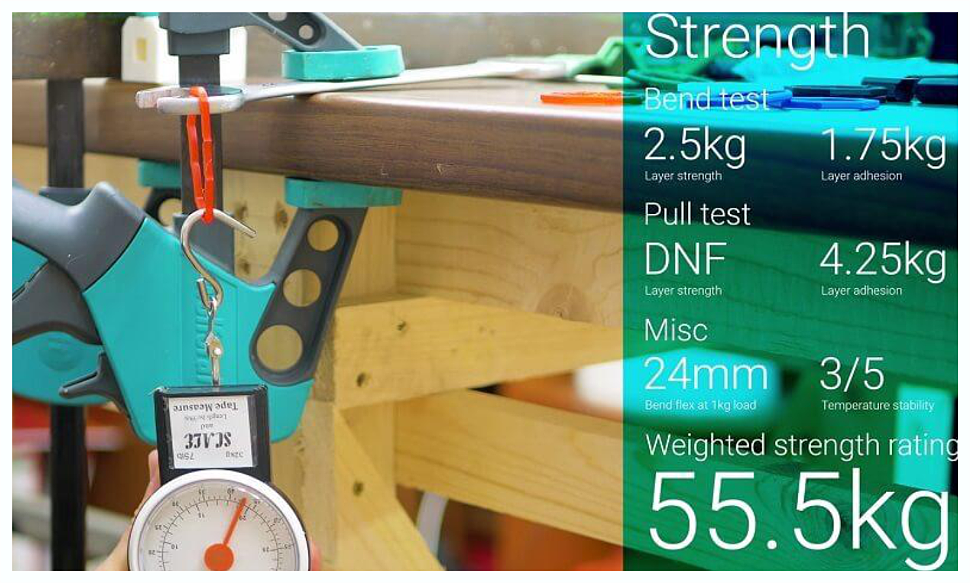
В обзоре про филамент PETG на сайте Filaween говорится об испытаниях на прочность. PETG оказался вне конкуренции, его не удалось сломать в направлении слоев. И это не пустое хвастовство (честно-честно!), это на самом деле говорит о том, что PETG очень прочный материал.
Здесь мы можете посмотреть видео с испытания PETG
Подписывайтесь на наш канал на YouТube. Скоро интересных видео будет еще больше.
Изображение взято с сайта: https://www.3dsourced.com/guides/petg-filament/
Но что это означает с практической точки зрения?
Для печати каких объектов PETG окажется идеальным выбором?
Особенно рекомендую PETG в случаях, когда требуется напечатать что-то гибкое, а полностью эластичные материалы (такие как TPU, FLEX, PLA или NYLON) не очень подходят для опорных конструкций.
Какова температура стеклования PETG?
80 °C. Это полезно иметь в виду при принятии решения о выборе материала для будущего проекта. Это значительно ниже, чем у ABS, – 105 °C, но больше, чем у PLA, – 55 °C.
Вот одно из наших самодельных решений – бампер для микро-квадрокоптера. Как нетрудно догадаться, бампер должен быть достаточно жестким, чтобы выдерживать удары, и весьма упругим, чтобы гасить их даже при самых фатальных катастрофах.
Нам кажется, это отличный пример распечатки, для которой вам может понадобиться именно этот материал. Собственно, это отличное дополнение к имеющемуся у вас арсеналу филамента для 3D-печати.

Отличный пример практического применения прочности PETG. Бампер.
Вот пара цифр про PETG. Учтите, что это значения для конкретного испытываемого PETG, они не являются универсальными для материала.
- Плотность – 1,27 г/см3, т.е. чуть больше, чем у PLA, и примерно на 20% больше, чем у ABS.
- Твердость по Роквеллу – R 106, что довольно много для PETG. (У самого твердого из имеющихся у нас ABS твердость составляет R 110).
Есть еще один плюс в пользу перехода с традиционных материалов на PETG: им просто приятно печатать, а объекты из него получаются прочными и долго служат.
Теперь давайте посмотрим, как добиться наилучших результатов при работе с этим еще не очень распространенным материалом. И как потратив какое-то время на настройки, потом спокойной наблюдать, за принтером, который один за другим печатает износостойкие прототипы, модели и готовые детали.

Как печатать PETG
Как и в случае с любыми другими материалами для 3D-печати, следует обратить внимание на его особенности и понимать, в чем может крыться причина тех или иных проблем. Это позволит напечатать вашу задумку с первого раза. Данный пластик предполагает, что при печати следует учитывать его некоторые особенности.
Иногда PETG может потребовать немного большое времени на общую и тонкую настройку параметров филамента. Это такие небольшие особенности, которые могут простить некоторые другие филаменты, вроде PLA. При этом нельзя сказать, что здесь есть что-то сложное, нужно просто иметь немного больше терпения.
Зато, если все параметры выставлены правильно, вы сами увидите, что печать PETG – мечта “поэта”. Ничего нигде не перекашивает, никакого запаха при печати, а то, что слои отлично между собой сцепляются, – это вообще одно из самых замечательных свойств данного материала. Если вы используете полиэтиленовый филамент высокого качества, то, скорее всего, вам будет достаточно лишь выставить температуру PETG, – и
вперед!
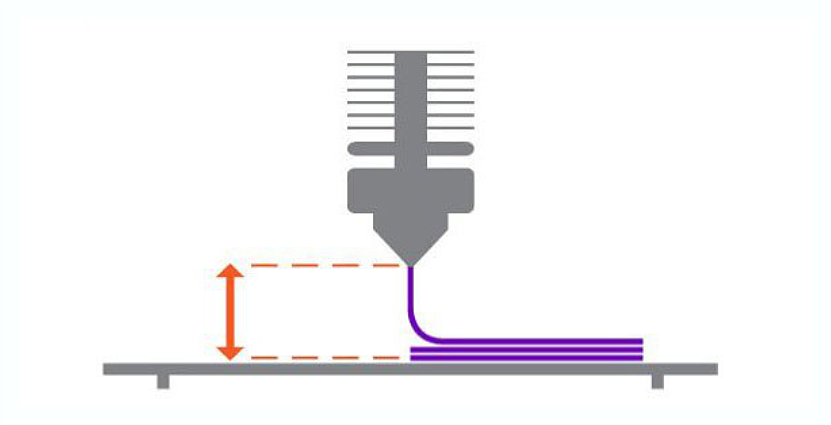
При печати PETG обычно оставляйте дополнительный зазор в 0,2 мм
И как всегда, есть несколько моментов, которые помогут сделать переход на новый для вас филамент более безболезненным.
Давайте же посмотрим, что и как надо настроить, какие могут быть проблемы, и какие есть хитрости в связи с печатью PETG.
Настройки при печати PETG
1. Мы рекомендуем выставить температуру печати PETG примерно в 220-245 °C, в зависимости от используемого экструдера. Оптимальная температура рабочего стола – около 70-75 °C; возможно, на пару градусов больше для нескольких первых слоев.
2. На какой поверхности лучше всего печатать PETG? Как показывает наш опыт, лучше всего на покрытиях FIXPAD, пленке или синей малярной ленте. Впрочем, PETG будет отлично прилипать и к другим поверхностям, обеспечивая хорошие условия для следующего, очень важного шага.
3. Этот материал не требуется выкладывать непосредственно на подогретый рабочий стол, лучше оставить некоторый зазор по оси Z. Если сопло экструдера находится слишком близко к столу или предыдущему слою, будет образовываться пленка, а вокруг сопла – паутина. Рекомендуется начинать поднимать сопло с шагом 0,02 мм – пока не перестанет образовываться пленка.
4. Вентилятор. В принципе, если вам нужно напечатать как можно более прочный объект, печатайте без обдува. Более высокая температура PETG способствует суперсильному сцеплению. Расплавленный PETG прилипает к предыдущему слою на удивление хорошо. Но если вам нужны более мелкие детали, без «лапши», вам точно потребуется выставить охлаждение на 100%. Быстрое охлаждение на выходе из сопла позволит печатать тонкие детали, без волос и клякс.
Мы советуем печатать без охлаждения первый слой, возможно, еще и второй, после чего включить вентилятор на полную. Если же проблемы с некоторой волосистостью остаются, вы на свой страх и риск можете предоставить управление вентилятором автоматике, но это будет ваш выбор.

Некоторые из работ Джозефа Каши из 3D Maker Noob's,
напечатанные Red PETG
Следующие моменты отличают настройки охлаждения при печати этим филаментом. Их нужно выставить правильно, под имеющуюся задачу. Вообще, полезно поэкспериментировать: какова будет реакция филамента на те или иные изменения в параметрах печати.
- Печатайте немного медленнее, лучше на скорости около 55 мм/с или меньше; если выше 60 – то филамент может выкладываться недостаточно быстро.
- PETG может оказаться чувствительным к переэкструдированию (забивание и т.п.). Если такая проблема есть, посмотрите в параметрах экструдирования, достаточно небольшой подстройки (например, втягивания).
Едва ли вы столкнетесь со всеми этими проблемами сразу. Но тем не менее, как и у любого другого материала 3D-печати, у этого есть свои нюансы, требующие уточнения. Как только вы поймете причину каждой из проблем,и найдете её решение, вы увидите, как быстро все пойдет дальше.
Краткое сравнение PETG и ABS
- PETG долговечнее, чем ABS, но ABS тяжелее и более жесткий.
- У PETG более высокая температура стеклования, около 80 °C, – тогда как у ABS 105 °C.
- ABS примерно на 20% менее плотный, чем PETG.
- PETG менее склонен к перекосам, чем ABS (если печатать неправильно), и, в целом, не имеет запаха.
- PETG более химически стоек, так что сглаживание ацетоном, как в случае с ABS, здесь не работает.
Краткое сравнение PETG и PLA
- PLA более хрупок, чем PETG, если только не попробовать его закалить (отпускать).
- PLA и PETG имеют примерно равную плотность.
- PETG требует подогрева рабочего стола, тогда как PLA можно печатать просто так.
- Сцепление слоев PETG, как правило, беспрецедентно, объекты получаются очень прочными и долговечными
- Подпорки, которые напечатаны PLA, удаляются обычно легко; у PETG с этим сложнее, но не невозможно

Предлагаем PETG самых разных цветов,
целый килограмм заказывать не обязательно,
можно просто попробовать.
Приятная новость: сейчас на PETG от BestFilament скидка 40%!
Заказать филамент можно:
Со склада в Москве »»»
Со склада в Санкт-Петербурге »»»
В Томске с доставкой по России »»»
Принимаем заказы и на образцы и на катушки по 0,5 кг.
Совет от производителя:
Еще раз напомним, что не стоит думать о petg как о панацее для решения всех проблем, но свой широкий класс задач этот филамент решает на ура! Рекомендуем взять пробник для понимания материала и его свойств.
Успехов и ровной печати.
Присылайте ваши работы, и мы с удовольствием расскажем о них!
Наша почта info@bestfilament.ru,
звоните на 8-800-234-47-78,
ну и, конечно, помните, что есть Вконтакте и Телеграм !