
Кто такой шаман? Это человек, который умеет общаться со стихиями и духами. И в 3D принтере присутствуют все 4 стихии: огненный хотэнд, воздушное охлаждение, корпус из дерева или металла, а вместо воды - текучий филамент. Ну и конечно Дух самого принтера! Капризный и не всегда предсказуемый, его душа - материнская плата – и маленькие помощники драйвера. А человек, который смог договориться со всеми стихиями и Духом принтера, по праву может считаться Шаманом 3D печати!
Мне повезло, я договорился:)
Не претендуя на статус Верховного шамана, я причисляю себя к великому клану Шаманов-тридешников. А всем, кто решил пойти по нашему непростому шаманскому пути, я стараюсь помогать и иногда давать советы!
Итак, советы от Шамана, которые помогут вам успешно печатать флексом, а не танцевать с бубном вокруг своего любимого принтера.
1. Не пытайтесь загрузить нить филамента автоподачей! Мягкий пруток легко зажует и скрутит. Вставлять нить в экструдер только ручками - медленно и аккуратно.
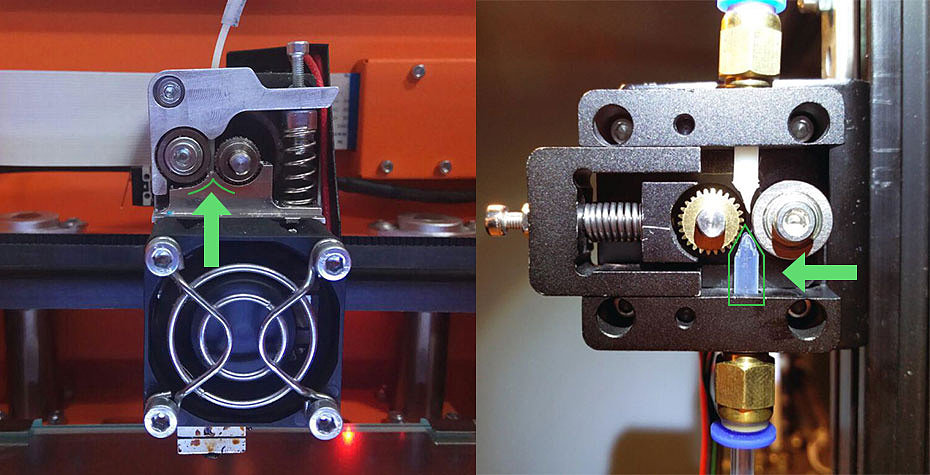
2. Не дайте флексу шанса сбежать! Распространенная проблема – между подающим механизмом и хотэндом есть зазор, в который мягкий пруток так и новорит загнуться. Решение - необходимо добиться того, чтобы пруток заходил в отверстие хотэнда сразу после подающей шестеренки.
3. Температура сопла 240-260 попугаев. Почему такой разброс температуры? Да потому что шаманы умеют считать только в попугаях и не знают, утеплен у Вас кубик или нет. В моем случае, я поставил температуру сопла 245 попугаев, температура стола - 50 попугаев.
4. Улучшаем адгезию! Стол стоит покрыть 3D лаком, клеем для FDM печати или, если Вы печатаете на малярном скотче, нанести немного ПВА и протереть влажной тряпочкой для создания тонкого ровного слоя.
5. Скорость печати: 15-30 мм/с. Так как флекс - филамент мягкий, то и скорость печати должна быть низкая, иначе нить в итоге окажется накрученной на вал подачи или просто согнется.
6. Обдув модели я выключал всегда и смотрел по обстоятельствам. Если модель без нависающих элементов, мостиков и тому подобных сложных элементов, то и не включал обдув, на проблемных местах включал обдув на 30-40%.
7. Аккуратнее с ретрактом! Лучше его отключить, ибо флекс материал мягкий и при ретракте его может зажевать.
8. При печати большой модели почаще поглядывайте на принтер! Не исключено, что принтер начнет своевольничать и пытаться намотать нить филамента. Тогда этот процесс надо остановить, всё поправить и продолжить печать.У меня так было, когда я печатал 7 часов модель высотой 17 см. На 89% печати нить перестала идти: поправил, уменьшил скорость печати до 15, поднял температуру на 5 попугаев и успешно продолжил печать.
Вот и всё, что я могу Вам посоветовать для печати BFlex от BESTFILAMENT.
Пробуйте и экспериментируйте! Договоритесь с принтером и забудьте про танцы с бубном!
С уважением, Ваш Шаман!
2 комментария